
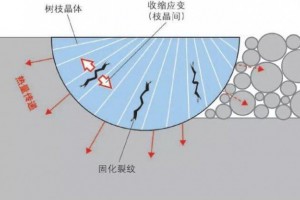
基于电子束或激光的快速原型3D打印技术可以根据任意复杂的三维CAD模型设计来直接获得各种内部空间结构和不同孔隙度的三维网状多孔钛合金植入物,生物学表面粗化更为合理,工艺更为可靠。且能够通过精确设计制备网状结构单元及网孔大小、空间分布、外形形状等,进而调整其力学性能,达到与人体硬组织力学性能相匹配,实现个性化制造。 增材制造技术,又叫3D打印技术。应用包括上、下颌骨等颅颌面不同程度的缺损重建中成为3D金属打印技术制备个性化植入物的主要目标。用于直接制造钛合金植入物的3D金属打印技术主要有:电子束熔化(ElectronBeamMelting,EBM)、选区激光熔化(Se-lectiveLaserMelting,SLM)等。这两种方法已经引起极大的关注,因为他们提供准确控制内部孔隙结构和复杂的形状。3D打印制造钛合金技术之所以难度大,是因为金属的熔点比较高,涉及到了金属的固液相变、表面扩散以及热传导等多种物理过程。需要考虑的问题还包括,钛合金成型后的晶体组织是否良好、整个试件是否均匀、内部杂质和孔隙的大小等等。另外,快速的加热和冷却还将引起试件内较大的残余应力。
 电子束熔化技术是20世纪90年代中期发展起来的以电子束为能量源,计算机系统控制电子通过对金属粉末进行选区熔化和铺粉再熔化,整个加工过程是在真空环境下进行的。Ti-6Al-4V合金在制备过程中成型腔温度保持在626~700℃,使得合金有较好的显微组织形态和力学性能的匹配。其优点在于较高的温度使得制备的合金处于去应力退火状态,消除零件的残余应力;保证了合金显微组织的均匀性;使得零件的合金成分更纯净,降低氧含量;减少了马氏体相的生成。
电子束熔化技术是20世纪90年代中期发展起来的以电子束为能量源,计算机系统控制电子通过对金属粉末进行选区熔化和铺粉再熔化,整个加工过程是在真空环境下进行的。Ti-6Al-4V合金在制备过程中成型腔温度保持在626~700℃,使得合金有较好的显微组织形态和力学性能的匹配。其优点在于较高的温度使得制备的合金处于去应力退火状态,消除零件的残余应力;保证了合金显微组织的均匀性;使得零件的合金成分更纯净,降低氧含量;减少了马氏体相的生成。英国的Al-Bermani、Blackmore等学者利用ArcamS12型EBM设备制备出Ti-6Al-4V合金,并对合金的显微组织、织构和力学性能进行了深入研究。美国学者Bass对EBM法制备的Ti-6Al-4V合金显微组织和力学性能进行了研究,指出合金具有良好的力学性能,用此种方法制备的合金拉伸性能与传统方法制备的合金具 有可比性 。美国的Koike和Joshi等学者利用ArcamA2型EBM设备制备了用于牙科植入的Ti-6Al-4VELI合 金,并对合金进行了拉伸测试和疲劳测试 。美国的Murr等对EBM法Ti-6Al-4V合金的组织和力学性能进行 了研究,并与锻态的Ti-6Al-4V合金进行对比。研究论证了利用EBM法可制备出与锻态合金强度和塑性相当的Ti-6Al-4V合金,并可应用于医疗植入件的制备。
另有国内外学者对EBM法Ti-6Al-4V合金多孔材料进行了压 缩性能测试和疲劳测试 。临床首例应用EBM制造的下颌骨于2011年成功为一个83岁的女性植入体内。大多数定制的钛种植体都是通过机械加工,铸造、锻造等制备工艺完成,而直接金属制造例如EBM优于这些技术,因为它不只有直接改变植入物的表面形貌,还可以根据计算机辅助设计文件制造具有特定的形状和结构植入物。用EBM制造植入物替代传统的铣削和车削是经济可行已在Cronskr等研究中讨论过。选区激光熔化技术是1995年德Fraunhofer研究所提出的利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。SLM技术现已被验证能够成功应用于生物医学钛合金制造,可以成型实体材料,也能够根据要求获得可控孔隙率及对应抗压强度的多孔材料。德国基尔大学的WarnkePH等运用LDH,MTT,BrdU和WST等典型方法测试了SLM成型Ti-6Al-4V支架的孔隙大小对 其生物相容性和抗压性能的影响 。
3.总结
作为外科植入件要求植入的钛合金材料在长期生理环 境中具有良好的生物相容性及力学相容性,是确保在体内长期安全稳定服役并发挥治疗效果重要因素。除了需要严格设计和选择无不良反应的合金添加元素并保证材料冶金及加工质量外,对其内部显微组织、微观结构进行控制和对材料表面状态改性、优化处理也是重要技术手段。 对颅颌面用钛金属植入材料的研究还包括:
(1)改进现有的和开发新的表面活化方法,提高植入材料的耐磨性和耐蚀性等性能,进一步提高钛合金材料与颅颌面硬组织的相容性;
(2)个性化定制三维网状植入物设计及制备。


 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号