
上海航天技术研究院高级工程师王联凤曾说:今天的3D打印,就像上世纪90年代的互联网,前端技术、硬件已经积累到一定程度,一旦发展起来,后端的应用规模与产值将会爆发出难以想象的巨大能量。
现在,越来越多的人开始接触和使用3D打印技术,然而在使用普通桌面3D打印机时,打印精度却不尽人意,为人所诟病。
那么在3D打印成型过程中(FDM技术),到底有哪些因素会影响成型的精度呢(包括尺寸误差、几何误差及表面粗糙度等)?给大家列举了7个方面。
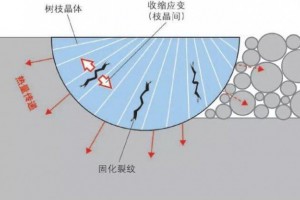
1材料收缩
材料在3D打印过程中经过固体—液体—固体 2次相变。当材料凝固成形时,由材料收缩而产生的应力变形将影响成形件精度。
若成形过程中的材料确定,该种误差可通过在切片软件中,设定 x、y、z这 3个方向上的“ 收缩补偿因子 ” 进行尺寸补偿来消除。
2喷头温度和成形室温度
喷头温度决定了材料的粘结性能、 堆积性能、 丝材流量以及挤出丝宽度。
既不可太低,使材料粘度加大,挤丝速度变慢;也不可太高,使材料偏向于液态,粘性系数变小,流动性强,挤出过快,无法形成可精确控制的丝。
所以,喷头温度的设定应根据丝材的性质在一定范围内选择,以保证挤出的丝呈熔融流动状态。

成形室的温度会影响到成形件的热应力大小,温度过高,虽然有助于减少热应力,但零件表面易起皱;而温度太低,从喷嘴挤出的丝骤冷将使成形件热应力增加,易引起零件翘曲变形。
为了顺利成形,打印ABS时,一般成形室温度保持在 55 ℃为佳,但PLA的话,尽量保持通风散热为佳,不能保温。
3分层厚度
也就是切片时的层厚/层高,由于每层有一定厚度,会在成形后的实体表面产生明显的台阶纹(层厚越高越明显),将直接影响成形后实体的尺寸误差和表面粗糙度。
对FDM工艺来说,这是一种原理性误差,要完全消除台阶是不可能的,只能通过设定较小的分层厚度来减少台阶效应。
4 补偿量
这是指零件实际加工轮廓线与理想轮廓线之间的距离值,对于精度要求高的模型,一般建模就要尽量给出补偿,尤其是内孔。
该值的设定与挤出丝的直径、机器性能等有关,需要自己摸索。
5挤出速度与填充速度
在填充速度合理匹配范围内,随着挤出速度增大,挤出丝的截面宽度逐渐增加,当挤出速度增大到一定值,挤出的丝可能会粘附于喷嘴外圆锥面,剐蹭到模型外表面,影响美观。
填充速度比挤出速度快,则材料填充不足,出现断丝现象,难以成形。相反,填充速度比挤出速度慢,熔丝堆积在喷头上,使成形面材料分布不均匀,表面会有疙瘩,影响造型质量。
因此,填充速度与挤出速度之间应在一个合理的范围内匹配,应满足vj / vt = a1~a2 (式中: a1 为出现断丝现象的临界值; a2 为出现粘附现象的临界值; vj为挤出速度; vt为填充速度)。
6成形时间
每层的成形时间与填充速度、该层的面积大小、形状的复杂度有关。若层面积小,形状简单,填充速度快,则该层成型的时间就短。相反,时间就长。
过快的成型会影响打印效果,在打印时,控制好每层的成形时间,才能获得精度较高的成形件。
7开启和关闭延时
即丝材堆积的起停效应,主要是以丝材堆积截面的变化体现出来,这种堆积截面的不一致,容易造成丝材堆积平面的不平整,出现空洞、拉丝等质量缺陷。
最常见的“拉丝” 现象,会严重影响到打印件的外表面,处理起来非常麻烦。填充层层内丝材堆积面的平整性,解决的话需要出丝速度能够实时地藕合跟踪扫描速度,针对扫描速度的变化作出相应的调整,以使丝材堆积平稳可靠,提高丝材的堆积质量。


 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号