
大部分使用LCD产品的都希望能一次打印出好的模型,但是往往都会因为支撑没有加好,导致模型打印出来的并不是理想的样子,我们本次的教程就是增强加支撑的技巧。LCD光固化3D打印的表面质量受层厚,打印速度,模型摆放等因素的影响,会有很大的不同。本文主要讨论如何优化模型摆放位置以提升表面质量。

这里用同一个模型做演示,在ChiTuBox(V1.4.0)里,分别与垂直面摆放成0°,30°,45°,90°。除了90°以外,其他角度分别再摆放成方形和菱形两种形状,因为这两种形状在打印过程中的横截面不同。
因此,我们总共有7个模型,把他们编为1-7号(0°方形摆放,0°菱形摆放,30°方形摆放,30°菱形摆放,45°方形摆放, 45°菱形摆放, 90°摆放)。
通常情况下,45°摆放打印出来效果应该相对较佳。但实际情况需要测试。下面,我们将从模型完整度,模型变形情况以及表明质量来评估打印成果。
1.模型完整度
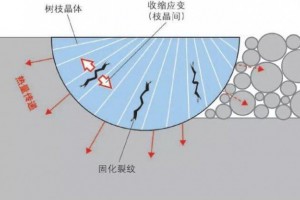
模型结构从较小的横截面积突增成较大的横截面会导致层面间剧烈的体积变化,而层面之间树脂体积的剧变又会导致固化层面的收缩。层面之间树脂的不均匀以及加增的剥离力导致剧烈的收缩,这就是缺肉和模型凹凸不平的主要成因。
7号(90°摆放)是整个倒平放在支撑结构上,它的横截面变化最大,受到的剥离力也是最大。这就导致剥离力直接把模型从支撑上扯断,一部分连接支撑,一部分悬空,使得模型缺肉严重。
1号(0°方形摆放)是垂直放在支撑结构上,与其他摆放形式相比,它的横截面变化也相对较大。但与7号相比,它的横截面变化就小得多了,因此1号并没有缺肉,只是与支撑连接的那一边出现了波浪状的凹凸不平。
模型完整度排名:
3 > 6 > 2 > 4 > 5 > 1 > 7
2.模型变形情况
按理来说,这么小的模型(20*5*20mm)打印过程中不会出现变形情况。因为缺肉,7号肯定或多或少会有些变形。我们发现2号和4号的底筏从成型平台上翘了起来,这应该是由于成型平台右侧和屏幕之间的距离过大。这个可能就解释了为什么2号和4号同样变形了。
模型变形情况排名:
3 < 6 < 5 < 1 < 4 < 2 < 7
3.表面质量
模型结构的剧变不光影响模型完整性,还同样会导致模型表面出现层纹。此外,因为打印过程中Z轴的抬升,模型摆放不同也会直接影响表面质量。出乎我们意料的是,在45°摆放可以看到明显的层纹。但也有个惊喜是,1号(0°方形摆放)的表面质量居然最好。毫无疑问的是,7号依旧是最差的。
表面质量排名:
1 > 3 > 4 > 2 > 6 > 5 > 7
从上面的测试可以看出,通过优化模型的摆放角度,很显然对打印质量产生不同的影响。如果我们将排名评分为1-7分。最好的7分,以此类推。我们排除掉模型变形情况,因为这一项有太多的不确定因素。于是,我们得到整体排名是:3号(13分),6号(9分),2号(9分),4号(9分),1号(9分),5号(5分),7号(2分)。
如果我们按角度来分组,那么排名就是:30°(22分), 0°(18分), 45°(14分),90°(2分)。以摆放形状来分组,方形和菱形平分秋色,分数一样。因为摆放形状对模型的表面质量有很大影响,所以我们单独摘出这一项排名。那么菱形组(15分)就比方形组(12分)要更好些。
结论就是:此次实验最好的摆放角度是将模型呈30°摆放。同时要确保横截面是逐步增加变化的,而不是突变,可以如菱形这样摆放模型。另外,根据打印材料以及模型实际情况不同,最佳摆放位置可能会有所不同。
本文由撒罗满转载,如涉及版权问题,请联系我们处理,谢谢!
智慧先行,3D我行——撒罗满
撒罗满3d打印,桌面级3D打印机,精度高(±0.05mm),耗损低,成品率高。
撒罗满官网:http://www.solomonsz.com



 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号