
一、 三角函数计算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、残料高的计算
Scallop=(ae*ae)/8R
Scallop:残料高(mm) ae:XYpitch(mm) R刀具半径(mm)
例题.Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多
少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
五、逃料孔的计算
Φ=√2R2 X、Y=D/4
Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)
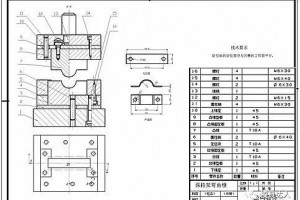
例题. 已知一模穴须逃角加工(如图),
所用铣刀为ψ10;请问逃角孔最小
为多少?圆心坐标多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圆心坐标为(2.5,-2.5)
六、取料量的计算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min) ae:XYpitch(mm)ap:Zpitch(mm)
例题. 已知一模仁须cavity等高加工,Φ35R5的刀XYpitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃进给量的计算
Fz=hm * √(D/ap )
Fz:实施每刃进给量 hm:理论每刃进给量ap:Zpitch(mm)
D:刀片直径(mm)
例题(前提depo XYpitch是刀具的60%)
depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
冲模刀口加工方法
刀口加工深度=板厚-刀口高+钻尖(0.3D)
D表示刀径
钻头钻孔时间公式
T(min)=L(min)/N(rpm)*f(mm/rev)
=πDL/1000vf
L:钻孔全长 N:回转数 f:进刀量系数
D:钻头直径 v:切削速度
如图 孔深l 钻头孔全长L 则L=l+D/3
T=L/Nf=πDL/1000vf
系数表f 直径mm 进刀mm/rev
1.6~3.2 0.025~0.075
3.2~6.4 0.05~0.15
6.4~12.8 0.10~0.25
12.8~25 0.175~0.375
25以上 0.376~0.625
1英寸=25.4mm=8分
25.4/牙数=牙距 管牙计算公式
例如 25.4/18=1.414 牙距为5/16丝攻
马力(枪钻)
W=Md*N/97.410
W:所要动力(KW)
Md:扭矩(kg-cm)
N:回转数(r.p.m)
扭矩计算公式如下:
Md=1/20*f*ps*
f为进给量mm/rev系数
r为钻头半径赛(mm)
α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为
300kg/m㎡;

 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号