
造粒过程即将各类粉状、块状、溶液或熔融状原料制成具有一定形状和强度的固体颗粒[1-3]。通过改变物料群体的物理性质,达到美化外观,减少粉尘污染,提高加工工艺性能,增强效用等目的。从工艺上说,根据原始微细颗粒团聚方式的不同可分为压力造粒,滚动造粒,喷雾造粒,热融造粒,流化造粒。
压力造粒法是将粉末限定在一定空间中通过施加外力而压紧为密实状态。可分为两大类,一类是模压造粒法,物料装在封闭模槽中,通过往复运动的冲头进行模塑。另一类是挤压造粒法,在挤压造粒过程中,物料承受一定的剪切和混合作用,在螺旋或辊子的推动下,通过一开口模或锐孔而固结成型。
滚动造粒是粘结剂渗入固态细粉末,形成微核。团聚的微核经过多次滚动,最后成为一定大小的球形颗粒。滚动造粒设备常见的有成球盘和搅拌混和造粒机。
喷雾造粒是借助于蒸发直接从溶液或浆体制取细小颗粒的方法。浆料被雾化器雾化,水分被热空气蒸发后,液滴内固相物聚集成干燥的微粒。
热造粒法是通过热量传递将小颗粒形成较大的实体的造粒方法。热法团聚过程中可能起作用的团聚机理包括浓泥浆或湿细物料的干燥、熔融、高温化学反应、熔融物或浓泥浆冷却固化或结晶。根据热传递的方式不同可将热法造粒分为烧结、热硬化、造球、以及干燥固化等处理方法。
流化造粒是利用热空气将物料流化,再把雾化后的粘结剂喷入床层中,粉料经过沸腾翻滚逐渐形成较大颗粒。流化造粒技术作为一种新的造粒技术,正在食品、医药、化工、种子处理、肥料生产等行业中得到普及推广。
喷动流化床造粒过程是流化造粒与滚动造粒相结合的一种新型造粒方法。粘结剂由喷嘴喷入床中,粉料在喷动流化床中翻滚长大,最终形成颗粒。该装置具有结构简单,操作方便,设备投资小等诸多优点。喷嘴的结构是喷动流化床造粒装置的核心部件,选用合理的喷嘴结构对雾化效果的提高具有重要意义。
2 喷动流化床造粒机理
粉料在流化气的作用下产生流态化,喷动气将粘结剂雾化由底部中心孔喷入,粉料表面沉积一薄层粘结剂,以气-液-固三相的界面能作为原动力团聚成微核。在流化气和喷动气的共同作用下搅拌、混和,微核通过聚并、包层逐渐形成较大的颗粒。
喷动流化床是在原始流化床的基础上改型得到的,结合了流化床及标准喷动床的优点, 克服流化床容易起泡的缺点,增强了气固接触和混合,具有较高的传热、传质速率,更加适用于大颗粒的生产。整个造粒系统集混和、捏合、造粒、干燥等工序于一体,系统密闭,操作安全、无粉尘污染。
采用喷动流化床造粒,根据不同粉料特性及成品颗粒要求,可采用底部雾化或者侧部雾化。
3 实验装置流程
3.1 底部雾化实验流程
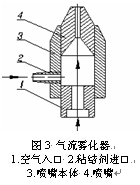
底部雾化造粒实验流程如图1 所示[4]。喷嘴雾化气由空气压缩机1提供,经气流雾化喷嘴3将粘结剂2雾化后进入喷动流化床主体4底部; 空气经风机5,使流化床中粉料产生流态化;在流化气和喷动气的共同作用下粉料逐渐形成较大的颗粒,通过出料口卸料。
3.2 侧部雾化实验流程
侧部雾化造粒实验流程如图2 所示。雾化气体由喷动流化床主体侧部旋流喷入,操作过程与底部雾化造粒实验流程基本相同。




 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号