
冲裁模主要零件都是由线切割加工完成的[1],但对模具刃口磨损后的尺寸变化类型无法自动判断[2~4],须有人工输入判断结果,效率不高。针对这种情况,本文提出了一种快速高效的刃口尺寸自动计算方法,根据冲裁件图形是由一个外环和N个内环组成的特点,提取信息进行计算,并把计算后的图形信息再进行提取、处理,应用VC+ +和ObjectARX开发的接口软件自动实现加工零件的AutoCAD图形到线切割3B指令代码的转换[5~7],从而有效的提高了CAD/CA M系统的运行效率[8]。
一、模具刃口尺寸计算
冲裁件的尺寸取决于其光亮带的横向尺寸,对于落料件尺寸取决于凹模刃口尺寸,冲孔件尺寸取决于凸模刃口尺寸。在编程计算时,由于各零件之间是相互配合的,所以只需确定一个零件的刃口尺寸即可,再通过不同的补偿量加工其他零件。
1、模具刃口尺寸计算原理
依据冲裁模设计和制造相关知识,模具刃口尺寸确定必须遵循几项原则:①根据落料和冲孔的特点,落料件的尺寸取决于凹模尺寸,因此落料模应先决定凹模尺寸,通过减小凸模尺寸来保证合理间隙;同理冲孔件的尺寸取决于凸模尺寸,冲孔模应先决定凸模,通过增加凹模尺寸来保证合理间隙。②根据刃口的磨损规律,如果磨损后刃口尺寸变大,其刃口基本尺寸应取接近或等于工件的最小极限尺寸;如果磨损后刃口尺寸变小,其刃口基本尺寸应取接近或等于工件的最大极限尺寸。③凸、凹模的制造精度一般比工件精度高2~3级,其公差取“单向入体”,即轴类尺寸(被包容面尺寸)的公差取负值(即L0-δ);孔类尺寸(包容面尺寸)的公差取正值(即L+δ0);非孔非轴类尺寸取对称分布公差(即L±δ/2)。
2、确定刃口尺寸磨损类型和计算公式
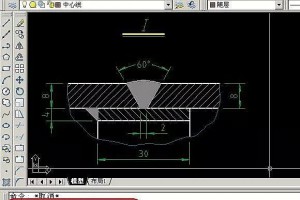
凸、凹模制造有两种方法:分开加工和配合加工。因配合加工容易保证间隙,还可放大模具的制造公差,故目前工厂一般使用这种方法。采用配合加工法,必须对冲裁件的尺寸磨损类型加以判断,以选择相应的计算公式进行计算。模具刃口尺寸磨损后变化有3种情况:减小、增大或不变。要自动地判断出模具刃口尺寸的磨损类型,就需要对冲裁件几何形状进行分析。在冲裁模中,一般落料尺寸以凹模为准、冲孔尺寸以凸模为准,根据凹模磨损后向外扩展,凸模磨损后向内缩小的特点,计算出凹模外等距线、凸模内等距线,可得到偏移后的几何图形。图1中所示的虚线为画出的凸模内等距线。

对磨损前后尺寸变化情况进行对比,便可自动确定出每个尺寸磨损类型。如图1中凸模磨损后A尺寸减小,B尺增大,C尺寸不变。根据尺寸所处的位置,在外环上还是内环上,以及磨损类型,就可以选择计算公式(见模具刃口尺寸计算公式表)。
3、冲裁件尺寸和几何图形的匹配
冲裁件尺寸信息标注是与几何图形密切相关的,要实现模具零件图尺寸的自动标注和磨损类型自动判断,就必须将尺寸信息与几何图形相匹配。冲裁件几何图形和尺寸信息是通过AutoCAD绘图软件输入的,并利用图形交换接口文件(.DXF)对相关信息进行提取、处理。匹配过程如下:根据环的封闭性,确定图形环的个数;再根据组成环的元素具有首尾相接的特性,对每个环上的图形实体元素按一定方向进行有序排列,并对每个连接点进行标号;按照尺寸的种类(线性尺寸、半径尺寸、直径尺寸等)对尺寸定义点、文字位置、基本尺寸、上下偏差、尺寸方向等信息进行提取;将提取的信息进行处理,找出与几何图形相关连的信息,得到尺寸在图形实体信息结构中的界限点位置、尺寸标注位置、圆弧尺寸、直径尺寸的圆心坐标和半径。这样就建立了冲裁件上尺寸与几何图形的对应关系,即可方便地进行尺寸的计算。凸模刃口尺寸自动计算及标注结果如图2。
二、3B指令的生成
根据对刃口进行过分析计算后的图形信息,进行提取、处理,应用VC++和ObjectARX开发的接口软件自动实现加工零件的AutoCAD图形到线切割3B指令代码的转换。
1、3B指令自动生成流程
ObjectARX是AutoDesk公司推出的新一代功能强大的开发工具,是一种C + +的面向对象的编程工具。它使程序员能够更直接的访问AutoCAD深层次的数据结构。
系统由两大部分组成:
①用ObjectARX开发用户界面,来提取图形数据,并输入线切割相关的参数;
②用VC++开发数据处理程序,来进行计算,生成3B指令代码。运行流程图如图3。
2、计算机实现
采用VC6.0下利用AutoCAD公司提供的类开发ObjectARXA程序,首先在VC++6.0下,选择ObjectARX2000 AppWizard选项,并选择支持MFC,生成一个工程3B,程序的结构是:
(1)用acedRegCmds->addCo m m a nd(“3B”,“3B”,
“3B”,ACRX_CMD_MODAL,callArx);语句注册一个ARX命令
(2)程序接口为acrx
EntryPoint(AcRx:AppMsgCodemsg,void*pkt)
{switch(msg)}
case AcRx::kInitAppMsg:
a c r x D y n a m i c L i n k e r ->unlockApplication(pkt);
a c r x D y n a m i c L i n k e r ->registerAppMDIAware(pkt);
InitApplication(); Break;
Case AcRx::kUnloadAppMsg;
UnloadApplication();Break;}
Return AcRx::kRetOk;}
(3)结合VC++6.0和ARX的编程原则,在ARX程序框架中,编写对图形信息读取程序、直线切割程序、圆弧切割程序及由直线或圆弧拟合的曲线切割程序、相关参数设定程序等,最终经过编译生成与CAD内容命令一致的ARX命令,在AutoCAD中加载运行,通过输入一些相关的参数(钼丝半径、偏置方向等),生成3B指令和钼丝中心轨迹图形。
三、结论
程序运行结果表明:线切割时把对冲模刃口尺寸自动计算方法与基于AutoCAD的自动编程接口有机的结合在一起,实现了由AutoCAD图形文件自动计算刃口尺寸并由计算后的图形信息自动生成线切割加工的3B指令代码,提高了系统的计算效率和自动化程度;同时,软件接口以VC+6.0和ARX环境下的MFC为程序载体,具有良好的人机界面,可以根据工艺的具体要求对加工的工艺路线做随时调整和修改,具有很好的实用性。
参考文献
[1] 廖卫献.数控线切割加工自动编程[M].北京:国防工业出版社,2002,6:110~124
[2] 李燕,刘全坤,屈新怀。冲裁模刃口尺寸及公差的自动标注与修改[J]。金属成形工艺,2001,19(2):31~34
[3] 周述璋,温文炯,刘林,周俊荣。凸、凹模工作部分尺寸的自动计算及其图形的绘制和标注[J]。机械设计与制造,2003,(3):48~51
[4] 温文炯,周述璋。冲模刃口尺寸的自动计算[J]。工程图学学报,2005,26(1):12~15
[5] 邵俊昌,李旭东。AutoCAD O bj e ct A R X 20 0 0开发技术指南[M]。北京:电子工业出版社,2000:135~154
[6] 田庆峰,王树增,岳超华。数控线切割自动编程系统[J]。机械工程师,2007,4,138~140
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号