

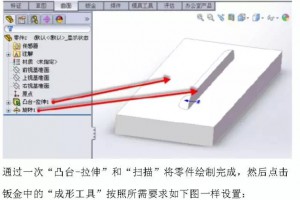
为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。展平的折弯区域的长度则被表示为“折弯补偿”值(BA)。因此整个零件的长度就表示为方程(1):
LT =D1+D2+BA(1)
折弯区域(图中表示为淡黄色的区域)就是理论上在折弯过程中发生变形的区域。简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:
1、将折弯区域从折弯零件上切割出来
2、将剩余两段平坦部分平铺到一个桌子上
3、计算出折弯区域在其展平后的长度
4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件
稍有难度的部分就是如何确定展平的弯曲区域的长度,即图中由BA表示的值。很显然,BA的值会随不同的情形如材料类型、材料厚度、折弯半径与角度等而不同。其它可能影响BA值的因素还有加工过程、机床类型、机床速度等等。
BA值到底从何而来?实际上通常有以下几种来源:钣金材料供应商,实验数据,经验以及一些工程手册等。在SolidWorks中,我们即可以直接输入BA值,提供一个或多个带BA值的表,也可以使用另外的方法如K因子(后面将会深入探讨)来计算BA值。对所有这些方法,根据需要我们既可以为零件中的所有折弯输入相同的信息,也可以为每个折弯单独输入不同的信息。
对于不同的厚度、折弯半径和折弯角度的各种情况,折弯表方法是最为准确的让我们指定不同折弯补偿值的方法。一般来说,对每种材料或每种材料/加工的组合会有一个表。初始表的形成可能会花些时间,但是一旦形成,今后我们就可以不断地重复利用其中的某个部分了。
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号