
最后三步证明了本文所采用的基于SolidWorks的马格型斜齿梳齿刀三维特征造型设计方法是完全正确的。笔者认为,实际生产中步骤(11)、(12)可省略,又由于切削状态的两侧刃后角和两侧刃前角是自然形成的,故在设计时亦无需给出。读者可以参照上述方法进行非马格型斜齿梳齿刀三维特征造型。
4基于数控线切割和双正弦规夹具的CAM技术
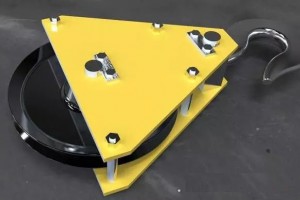
数控线切割加工为斜齿梳齿刀的制造开辟了一条新的工艺途径,数控线切割CAM软件可进行自动编程:加工时切削力几乎为零。单纯的偏摆钼丝法和偏摆刀具法虽适合于直齿梳齿刀的线切割加工,但不适合于斜齿刀,为解决该问题,笔者在斜齿梳齿刀线切割加工时使用了由精密正弦平口钳和正弦规组合成的双正弦规通用夹具,从而大大降低了斜齿梳齿刀的制造难度。国内普通快走丝机加工精度通常都能达到0.01~0.02mm,表面粗糙度达到Ra0.8μm,慢走丝机如瑞士Channilles机床更是能分别达到0.002~0.005mm和Ra0.2μm,完全能满足斜齿梳齿刀的加工质量和精度要求。这样,不但可以免除二次工装的设计制造和粗加工工序,还可方便快捷地加工出任意螺旋角、任意复杂廓形的斜齿梳齿刀,也特别适合于硬质合金梳齿刀的加工。图7为应用双正弦规夹具对本文所设计的斜齿梳齿刀进行线切割加工的示意图。
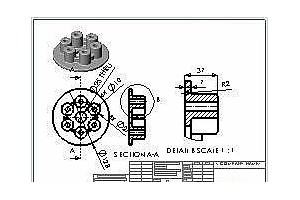
加工时按图8分别调整正弦规和精密正弦平口钳的角度,所得俯视图的廓形为与齿背相垂直的截面齿形,通过实际测量,验证了表1公式的正确性。在线切割软件中得加工廓形的方法是:在SolidWorks中,将图8的俯视图生成工程图,以*.dxf格式存盘,然后在线切割软件中读入,裁剪掉非刀齿廓形曲线,再将刀齿廓形曲线顺时针旋转900°加工时正弦规的偏摆角度按斜齿梳齿刀的顶刃后角口。,精密正弦平口钳的偏摆角度按斜齿梳齿刀的齿背斜角角。
5结语
本文研究的基于三维特征造型和数控线切割的斜齿梳齿刀CAD/CAM技术以及双正弦规夹具,原理方法正确,并充分利用了SolidWorks软件的三维特征造型和数控电火花线切割加工的特点和优势,使斜齿梳齿刀的设计简约化、制造自动化。生产实践表明,在备有经过热处理的刀坯时,计入斜齿梳齿刀侧刃的特殊刃磨时间,其设计制造周期一般仅需要1~2天。
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号