
外螺纹斜轧机轧辊设计的有限元模拟技术应用,让我们看看以下,中国工业协会唯一指定模具设计基地---科技,将为您作详细的介绍。
0 引言
三辊外螺纹斜轧机主要用来轧制各种规格的外螺纹钢管,它们主要用做自钻注浆式外螺纹锚管,可实现钻孔、注浆、锚固等功能一体化,目前在国内属于一项新技术。外螺纹斜轧技术具有生产率高、材料利用率高、产品质量好、成本低、无噪声等优点,并得到日益广泛的应用。轧辊作为该轧机的主要部件,直接影响轧机的寿命以及产品的质量、生产效率等方面,因此轧辊设计的好坏就显得非常重要。传统的轧辊设计过多地依赖于设计人员的经验与判断,设计精度低,设计周期长,因此将数值模拟技术引入轧辊的设计已势在必行。
有限单元法作为最常用的数值模拟技术,具有精度高、适应性强以及计算格式规范统一等优点,已成为 现代机械产品设计中的一种重要工具。本文以WZ01型外螺纹钢管轧机为研究对象,对轧辊进行了应力分析,为辊型优化设计提供了依据。
1 有限元模拟方法分类
1.1 本构关系及其方程
根据金属材料本构方程的不同,可将有限元模拟方法分为两类:
(1)弹塑性有限元法:弹塑性有限元法考虑了包括弹性变形的金属变形全过程,它以 Prandlt-Mises本构方程为基础。在分析金属成型问题时,不仅能按变形路径得到塑性区的发展状况、工件中的应力、应变分布规律和几何形状的变化,而且还能有效地处理卸载问题,计算残余应力。因此,弹塑性有限元法被用于弹性变形无法忽略的成型过程模拟。
(2)刚塑性有限元法:刚塑性有限元法忽略了金属变形中的弹性效应,以速度场为基本量,形成有限元列式。刚塑性有限元法虽然无法考虑弹性变形问题和残余应力问题,但计算程序大大简化,在弹性变形较小甚至可以忽略时,采用刚塑性有限元法可达到较高的计算效率。
1.2 有限元求解方法
有限元求解方法概括起来有以下两种形式:
(1)隐式积分算法:算法中应用最广泛的方法是Newton-Raphson迭代方法。使用隐式求解方法时,每一增量步迭代计算都需要形成大型的稀疏的刚度矩阵,进行反复的迭代计算以达到收敛,这样使得计算量大,占用存储空间多,而且对于接触问题的处理经常引起计算的发散,因此对于许多复杂工艺问题难以进行模拟计算。
(2)显式积分算法:算法采用中心差分法进行显式时间积分,因此程序在求解时不需要形成刚度矩阵,虽然仍需形成方程组,然而每一步求解方程组在计算时不需要迭代,其计算步长取决于整个变形体网格单元中最小单元的边长或对角线长度,网格划分时要尽量均匀,并避免过小的网格出现。对于接触问题和其它一些非线性连续问题在显式积分算法中很容易表达清楚并且能够一个节点一个节点地进行求解而不必迭代。
2 轧辊模型的建立及有限元分析
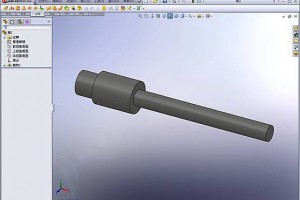
外螺纹锚管的斜轧工艺和变形非常复杂,轧件要在三个轧辊组成的三维空间中做螺旋运动。WZ01型外螺纹钢管轧机的单个轧辊的结构见图 1,其主要包括两个支撑端、辊体以及辊体上的辊齿。该辊辊齿采用圆角左旋螺纹,分为成形段和精整段。

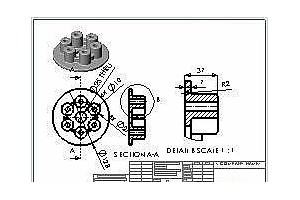
WZ01型外螺纹钢管轧机按辊径不同分为 D150、D270两个系列,分别对应加工 Φ25~Φ45、Φ45~Φ70的钢管。轧辊螺纹孔型与以下几个参数有关:螺纹螺距 P、轧件成形角 β1、辊齿牙型斜角 β2、螺牙高度 T、螺牙圆弧半径 R、辊齿螺旋升角 γ。轧辊螺纹孔型结构见图 2。为了满足轧件外螺纹在工程使用中的自锁要求,螺纹螺距 P必须满足下式要求:
由以上分析可知,只要确定了轧件成形角 β1与牙形斜角 β2,其它与螺纹孔型有关的参数均可间接得到。这说明轧件成形角 β1与牙形斜角 β2是与螺纹孔型有关的参数中最关键的两个参数。分页
本文以 D150系列轧辊为例,确定 β1与 β2的取值范围分别为:2°~6°、10°~50°,在 环境下建立 25组轧辊三维实体模型。然后利用 的有限元插件 COSMOS对轧辊进行了有限元分析,轧辊有限元分析过程如下:
(1)添加材料属性。轧辊材料为 Cr12,是各向同性线性弹性材料,弹性模量为 206GPa,泊松比为 0.3,质量密度为 7.8×103kg/m3。
(2)载荷及边界条件处理。通过对外螺纹斜轧机轧制过程分析,可知轧辊所受工作载荷主要是迫使轧件变形产生的压力。根据普兰德法计算公式,轧辊接触面上压力 p为 1210MPa。
(3)网格划分。
(4)执行运算处理。
3 有限元结果分析
图 3为轧辊有限元分析的应力云图。通过对 25组轧辊进行分析,得出轧辊工作时的最大应力,见表 1。为了更加直观地反映最大应力分布规律,采用 M文件方式,在 Matlab中将计算结果以图形的方式显示,见图 4。
最大应力的 M 文件为:
4结论
(1)利用 olidWorks的有限元插件 CO MO 对螺旋孔型斜轧问题进行了数值模拟计算,获得了用常规方法难以得到的轧辊在轧件成型过程中应力分布情况。
(2)通过对轧辊有限元结果分析,可知轧件成形角 β1与牙形斜角 β2的取值对轧辊所受最大应力的影响规律:随着 β1与 β2取值的不断变化,轧辊所受最大应力和应变的波动比较大;β1与 β2的取值对应力和应变的最大值均有影响,而且这种影响为一组合影响。
(3)为了使轧辊所受的应力应变值尽量小,对轧件成形角 β1与牙形斜角 β2的取值应该采用以下原则:在取值范围内,当轧件成形角 β1取较小值时,牙形斜角 β2应取较大值;当轧件成形角 β1取较大值时,牙形斜角 β2应取较小值;应尽量避免 β1与 β2同时取较大值。
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号