

一、2D铣削
Mastercam编程的特色是快捷、方便。这一特色体现在2D刀路上尤为突出。
1、Mastercam的串联非常快捷,只要你抽出的曲线是连续的。若不连续,也非常容易检查出来哪里有断点。一个简单的方法是:用分析命令,将公差设为最少,为0.00005,然后去选择看似连续的曲线,通不过的地方就是有问题的。可用曲线融接的方法迅速搞定。
总之,在Mastercam中,只要先将加工零件的轮廓边现、台阶线、孔、槽位线等等,全部搞定,接下来的cam操作就很方便了。
2、由于Mastercam的2d串联方便快速,所以不论你一次性加工的工件含有多少轮廓线,总是很容易的全部选取下来。一个特大的好处是:串联的起始处便是进刀圆弧(通常要设定进刀弧)所在处。
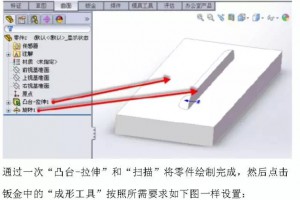
3、流道或多曲线加工时,往往有许多的曲线要选取,由于不需要偏置刀半径,在Mastercam中,可以用框选法一次选取,如图所示:
二、3D曲面挖槽:
Mastercam的开粗
1、锣铜公或公模,最好不要在工件里面下刀。Mastercam可以方便的选取一个点作为每次的下刀点,当然这个点在工件外,但也不要偏离工件太远。Mastercam的这一功能设计得非常好,提刀少,效率高,且基本上可以保证下刀点在同一点,加工比较安全。
2、若用此方式锣型腔,或铜公的低洼处,螺旋下刀很重要,螺旋下刀角度尽可能少点。铜料3到5度适宜,钢料不要超过5度,我以为最好2度。加工起来比较平稳,没什么大的噪音。
3、一个重要的设定:if all entry attempts fail 请选择skip。否则,铣到底部不能螺旋或斜线下刀时,就会直插下来。
4、一个绝招:曲面挖槽时,在螺旋下刀参数栏中,将“follow boundary”打上勾。这个功能也许用到的人不多。可作用却是大大的好。它可以令刀具下到工件的最深处,且环绕式下刀,而不是直插!三、3D流道的加工:
注意是3D而不是2D;是坡度较大的3D而不是较平坦的3D。
1、在Mastercam中,如果是加工较平坦的3d面的流道,运用3d曲线加工的功能最好。但如果破度较大,或者像波浪形一样。便要用投影加工的方法,将3d流道的中心线投影到面上。然后分许多次负补正的往下加工到球刀刀半径的深度。不可图简单用transform的方法往下偏移。至于为何,仔细想一想就会知道了。重庆钜耕模具培训学校,关于MASTER CAM数控编程技巧总结, 重庆钜耕高级模具数控培训学校是重庆市真正工厂式实战教学模式的培训机构,TEL:023-88791564现开设:重庆模具设计培训,重庆数控编程培训,UG(三轴,四轴,五轴),UG产曲面造型培训,重庆CAD机械绘图培训,重庆塑胶/五金/压铸/冲压模具设计培训,重庆五轴编程培训,模流分析Moldflow等课程
2、UG铣3D流道有几种方法。基本上和Mastercam相同。也是用投影加工中的curve/point或boundary的方法,两者的原理是一样的。但UG一个程式就可以做出来。如果选择boundary,走刀方式应是forfile。否则刀路生不出来。如图所示:
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号