
钣金产品生产在大多数中小型企业都有的,钣金产品生产简单,利润较高。但由于钣金的生产下料用图难以表达,且大多Pro/E钣金书籍都很少有关于四岔管的设计、展开和创建工程图的分析介绍。而且四岔管相贯线复杂,要在已知相贯线的情况下才能用三角形展开法或用放射线法展开,且圆锥管制件大都是经过斜截,因而上下口不是圆而是椭圆,故传统的三角形展开法很难画出尺寸大、精度高的生产下料图。对于一个零件高达4m、焊接后高达6m的四岔管,用三角形展开法或用放射线法展开所造成的误差是不可忽视的,然而用Pro/E的钣金设计却可以画出精度较高的生产用图,Pro/E的钣金设计节省了大量的人力、物力、财力,提高了产品质量,保证下料精确,降低了废品率,提高了企业的市场竞争力。
本研究主要探讨基于Pro/E钣金件的四岔管分析设计。
1 Pro/Engineer钣金模块简介
Pro/Engineer是美国参数技术公司(Parametric Technology Corporation,缩写PTC)推出的大型工程技术软件,其中Pro/E的钣金模块为用户设计钣金零件提供了一种解决方案,它不但能够完成与实际生产相对应的折弯、成型、切割和冲孔等特征的设计,还能提供钣金展开,建立止裂槽等一系列具有特色的造型手段。由于强大而完善的功能,Pro/E为专业人员提供了一个理想的设计环境,有力的推动了企业的技术进步。
采用Pro/E进行三维造型设计的过程为:首先根据设计数据来生成三维零件;然后对三维零件进行虚拟装配,装配完成后进行模型分析,最后根据模型分析结果确定修改方案,设计流程如图1所示。

图1 Pro/E用于三维造型设计的流程图
2 四岔管的二维分析
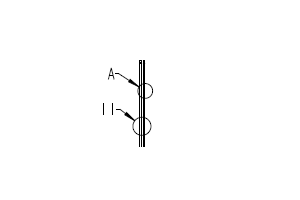
以下数据是由海南金鹿公司提供的四岔管部分工程图,本研究由此来对四岔管的展开下料进行设计分析,提供的数据如图2所示(注意:因是圆柱与圆锥的斜相交,无法通过二维分析得到相贯线的具体情况,所以相贯线在图中并未画出)。
图2 四岔管部分工程图
从图上看四岔管是由3个圆锥和1个圆柱相贯而成,在制造时是分别下料,最后焊合而成,所以应分别制作,最后组装以达到所需要求。由机械制图的立体投影图知识可知,当两回转体轴线相交且平行于同一投影面并公切于一球时,其相贯线为平面曲线一椭圆,在与两回转体轴线平行的投影面上,该椭圆的投影积聚成直线。但要注意在圆柱与圆锥斜相交时,二公切线并不落在两轴线投影的交点上,或用Pro/E三维实体绘图也可知,圆柱与圆锥轴线斜交时,它们的相贯线的交点不会落在圆锥或圆的轴线上,所以应把四岔管设计成最合适的情况。
3 四岔管的三维建模设计分析
由于圆柱与圆锥斜相交时,二公切线并不落在两轴线上,因而须找出一种最合理的方案来设计四岔管。在传统的四岔管设计制造中,岔管中部会被制造成非圆截面。在非圆截面管中,流体除沿轴向的主流动外,在断面上还有中心部分朝边角的二次流动,所以在相同的情况下传统的岔管制作将会给流体造成较大的阻力。为使它满足中部为圆截面,减少流体阻力,笔者进行了以下的方案设计。
3.1 方案一
首先以上下同轴的圆和圆锥做旋转命令,在满足所提供数据的情况下,圆柱与圆锥的连接方式为自然连接,得到的三维模型图如图3所示,很显然左侧的圆锥会干涉到右侧的圆锥,这样在制造时是不允许的,即方案一不合理!
图3 方案一的三维模型图
3.2 方案二
同样,可按方案一的方法设计方案二,首先以上下同轴的圆和圆锥做旋转命令,在满足所提供的数据情况下,圆柱与圆锥的连接方式为自然连接,斜相交的圆锥用R1700的圆相切过渡后,其得到的三维模型图如图4所示,虽然比方案一好,但左侧的圆锥还是干涉到右侧的圆锥,同理方案二不合理!
图4 方案二的三维模型图
3.3方案三
同理,以上、下同轴的圆和圆锥做旋转命令,在满足所提供的数据情况下,上圆柱与下圆锥的连接方式为用R1700的圆相切过渡连接,斜相交的圆锥也为R1700的圆相切过渡,得到的三维模型图如图5所示,很显然左侧的圆锥不会干涉到右侧的圆锥,这样可以满足制作要求,即方案三最合理可行。
图5 方案三的三维模型图
4 对方案三进行各部分三维建模和组装
在建模前,已对零件结构进行分析,方案三最适合制造。因四岔管整体是装配件,所以须对它的各个部分进行分别建模,最后进行装配(即焊接),以得到本研究想要的四岔管的三维模型。
首先为四岔管上部建模,用Pro/E实体命令进入三维建模状态,然后运用旋转、实体钣金化、加入缝特征等命令,可得到四岔管上部模型。同理可得到四岔管的左、右及下部模型。最后为四岔管中部建模,因中部的空隙为中部公切球旋转去除材料而形成的,笔者采用逆向思维为它建模(即先画出公切球,在用装配件中空隙数据将它拉伸去除材料),用旋转、拉伸、实体钣金化,可得到四岔管中部,最终四岔管的上、下、中和左部的三维模型如图6所示。
图6 四岔管的上、下、中和左部的三维模型图
四岔管的虚拟装配工作室将Pro/E的Assembly模块的虚拟装配机理与实际装配经验相结合,在零件实体模型的主要特征已建立的前提下,进行零部件的初步装配,因四岔管是焊接装配,笔者通过坐标系的约束来进行装配,最后四分管的装配图如图7所示。
图7 四岔管的三维模型装配图
5 四岔管各部分零件的展开和工程图绘制
对四岔管零件进行装配完成后,根据制造要求将钣金模型展开,最后制成工程网。通过Pro/E钣金设计中的创建展平命令即可将上、下、左和右的模型展开。由于四岔管中部的零件较小,不需要展平,可以直接创建工程图。根据生产加工要求,利用Pro/E软件中工程图模块(Drawing)将零件图和装配图生成适当的二维工程图,并进行修改,自动标注尺寸,生成明细栏和标题栏,同时通过人工添加修改标注。最后对生成的二维工程图进行适当的调整和修改,得到符合国家标准的零件图。
6 结束语
本研究应用Pro/E软件中的钣金设计功能,进行四岔管的平面设计分析展开,包括三维建模、各部分零件的展开和工程图绘制。Pro/E构造的三维实体能清晰的表达设计者的设计意图,工程图则可以更精确的用于实际下料。Pro/E的三维实体造型为岔管和圆柱与圆锥相贯设计提供了准确的相贯线,从根本上改变了传统的管类钣金设计、展开、下料技术,为需精确下料的管类钣金提供了理论基础,使得管类钣金有更广泛的运用前景。
本研究分析为岔管类钣金下料提供了更精确的方法和经验,为管类钣金制作提供了有效的办法。

 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号