
0 引言
Pro/E可谓是一个全方位的3D产品开发软件,集成了零件设计、产品装配、模具开发、数控加工、钣金件设计、铸造件设计、造型设计、逆向工程、自动测量、机构仿真、应力分析,产品数据库管理等功能于一体。其首创的参数式设计给传统的模具设计带来了许多新观念,强调实体模型架构优于传统的面模型架构和线模型架构。Pro/E还具有良好的数据接口,它可以将图纸输出为多种格式,可以方便地和AutoCAD等进行数据交换[1]。
洗衣机桶底是洗衣机的主要部件,是由复杂曲面组成,桶底的设计好坏将直接影响洗衣机的质量。以Pro/E为软件平台建立桶底的三维数据模型,以此为基础进行注塑模设计,然后在数控机床上完成桶底模具的加工。
1 三维建模
桶底材料为PP塑料,注塑加工成型。桶底形状基本为旋转体,由凸台、加强筋、圆孔等特征组成,采用旋转、混成、阵列、切割、倒圆等实体特征和Merge等曲面特征,完成了桶底的三维建模。具体步骤如下:
(1)建立基准面和基准坐标系;
(2)建立旋转曲面特征;
(3)建立拉伸曲面特征;
(4)建立曲面Merge特征;
(5)利用曲面生成薄壁实体特征;
(6)建立Copy曲面特征;
(7)建立凸台特征,包括混成挤压特征、圆孔特征、方孔特征、group特征、用Copy特征创建其余五个凸台,然后将凸台伸出桶底的部分切除;
(8)建立桶底的圆孔特征,包括圆柱体的拉伸特征、柱体上的圆孔特征、group特征、Copy特征创建其余七个圆孔;
(9)建立桶底外侧的旋转特征;
(10)建立底部的肋板薄壁拉伸特征;
(11)倒圆角;
(12)建立侧壁的加强肋特征。完成的桶底三维实体如图1所示。

2 桶底注塑模设计
2 1 塑件的工艺要求
为了保证在生产过程中制造出理想的塑料制品,应了解零件的用途、使用状况、外观要求等。除了合理的选用塑料材料外,还必须考虑塑件的成形工艺性。塑件的工艺分析与模具设计有直接的关系,只有塑件的设计能适应成型工艺要求,才能设计出合理的模具结构。这样即既够保证塑件顺利成型,防止塑件产生缺陷,又能达到提高生产率和降低成本的目的[2]。
本零件为洗衣机桶底,零件要求无缩瘪毛刺变形等缺陷,内表面为镜面。零件的注塑模浇口不能设在桶底的内壁。
塑件的工艺性应重点考虑如下几个问题:
(1)脱模斜度
为了便于从模具型腔中取出或从塑件中抽出型芯进行设计时必须考虑塑件内外壁应具有足够的脱模斜度。设计中取脱模斜度为1′。
(2)孔
在设计模具时应考虑零件上的孔是否能够一次性注塑成型,如果不能一次成型应考虑在完成注塑加工后再采用其他加工方法将孔加工到要求尺寸。本零件可以一次直接成型。
(3)零件壁厚
合理的确定零件的壁厚是很重要的,零件的壁厚应尽量均匀,避免太薄,否则会因收缩不均匀而使塑件变形产生气泡。
本零件的壁厚为2.5mm,符合热塑性塑料制品的最小壁厚。
(4)其它在零件设计过程中应注意的工艺要求如:加强筋、支撑面、圆角等在模具设计过程中可以按照图纸进行设计。
2 2 注射模具设计
(1)确定成型腔数
考虑到零件尺寸比较大,在注射方向的投影面积也比较大,本零件采用一模一腔的成型方法。
(2)注射机的选择
在模具设计过程中,为了获得良好的塑件应选择合理的注射机。选择本模具注射机型号为SZY2000型。
(3)选择分型面
分型面的位置直接影响模具的使用、制造及塑件质量,必须慎重选择。
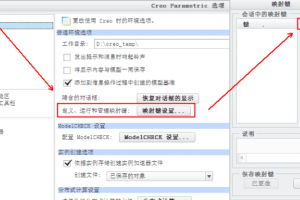
本模具选择如图2所示分型面。
开模时先从Ⅰ分型面分型,塑件留在动模上以便于使用脱模机构脱模,然后再从Ⅱ分型面分型,凸台上的通孔由动模上的型芯成型,圆柱上的螺钉孔由定模上的型芯成型。
(4)收缩率和成型尺寸计算
影响收缩率的因素主要有塑料的品种,塑件形状及壁厚。对于收缩范围较小的塑料品种,确定收缩值时一般取其平均值,可以不考虑塑件形状及壁厚;对于收缩率较大的塑料品种,确定收缩率时应根据塑件形状,尤其是壁厚来选择收缩值,塑件的各个部位的收缩值也各不同。
(5)浇注系统
浇注系统的作用是将熔融状态的塑料填充到型腔内,并在填充的过程中将注射压力传递到塑件各部位,而得到要求的塑件。浇注系统一般由浇口、浇道、进料口、冷料穴四部分组成。
本模具设计有以下两个特点:
(1)本模具采用了点浇口。
(2)浇口自动脱落,节约生产时间,提高生产效率。
最终的模具装配图如图3所示。
开模时在弹簧3的作用下,首先从分型面Ⅰ开模,在浇道拉料杆5的作用下分流道及浇口留在浇道卸件板2上,定模板1继续滑动。当接触到止动螺钉7后停止运动,这时分型面Ⅱ开模,在浇道卸件板2的作用下,浇道从浇口套4内脱出,靠自重落下,在定距螺钉碰到定模板1后浇道卸件板2停止运动。这时分型面Ⅲ开模,当动模板9运动到指定位置,这时机床的顶出器推动推板8,在推板的带动下,由顶杆6推动的卸件板及顶杆联合将零件顶出。
3 结束语
CAD/CAm集成功能很强的软件Pro/E在模具上的应用,缩短了模具的设计和制造周期,增加了模具的价值和市场竞争力。在桶底注塑模设计中成功地应用旋转、混成、阵列、切割、倒圆等技术完成了三维建模和模具设计,为模具设计提供了一种新方法,特别为同类产品的模具设计提供了简捷的途径。
参考文献:
[1] 张沛颀等.Pro/E 2000I进阶教程[m].北京:清华大学出版社,2001.
[2] 冯炳尧等.模具设计与制造简明手册[m].上海:上海科学出版社,1985.
[3] 郑大中等.模具结构图册[m].北京:机械工业出版社,1995.

 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号