
1 引言
数控编程后置处理程序开发,是将CAM软件生成的刀位轨迹转化为适合数控系统加工的NC程序,通过读取刀位文件,根据机床运动结构及控制指令格式,进行坐标运动变换和指令格式转换。它包含机床坐标运动变换、非线性运动误差校验、进给速度校验、数控程序格式变换及数控程序输出等方面的内容。只有采用正确的后置处理系统才能将刀位轨迹输出为相应数控系统机床能正确进行加工的数控程序,因此编制正确的后置处理程序是数控编程与加工的前提条件之一。后处理程序的开发可大量节省数控程序编制时间,减少数控程序的错误,在提高数控程序的编制效率和程序质量的同时,提高产品的生产效率和产品质量。
2 UGNX/PostBuilder后处理模式
2.1 UGNX/PostBuilder后处理开发基础
UGNX/PostBuilder后处理编辑器的设置及在UGNX环境下的调试如图1所示。UGⅡ/Post Execute和UGⅡ/Post Builder共同组成了UGⅡ加工模块的后置处理。UGⅡ的加工后置处理模块使用户可方便地建立自己的加工后置处理程序,该模块适用于目前世界上几乎所有主流数控加工中心机床系统,该模块在多年的应用实践中已被证明适用于2~5轴或更多轴的铣削加工、2~4轴的车削加工和电火花线切割。利用UGⅡ/Post Builder进行后处理新建、编辑修改时,生成机床控制系统的功能和格式的定义文件(*.def)、用TCl语言编写控制机床运动事件处理文件(*.tcl)和用户界面文件(*.pui)。后置处理程序将CAM系统通过机床的CNC系统与机床数控加工紧密结合起来。

图1 PostBuilder设置及其调试
PostBuilder是UG系统为用户提供的后处理器开发工具。使用它用户只需要根据自己机床的特点,在GUI环境下进行一系列的设置即可完成后处理器的开发。其核心是使用TCL,TCL是一个交互式解释性编程语言,由变量、指令、函数、流程条件判断(if/else/for/while/switch)、过程、子程序构成,在UGⅡ中多用于UGPOST后处理、制造过程辅助(Processor Assisan CAM)、车间工艺文档(Shop documentation)、刀位文件生成(CLSF)、POSTBUILDER后处理用户界面等。PostBuilder后处理开发包括通过建立机床控制系统匹配的两个文件——事件处理文件(EventHandler*.tcl) 与机床定义文件(Definitionfile*.def)。用户可以直接修改这两个文件,实现复杂的事件处理。UGNX/Postbuilder系统除提供Heidenhane、Fanuc、Siemens、Fidia、Maho等数控系统外,用户可直接定义自己的数控系统。
2.2 UGNX/PostBuiIder后处理结构
UG/post主要由事件生成器、事件处理器、定义文件等组成。图2为UGNX/PostBuilder后处理结构流程,其核心是通过TCL来处理其MOM。TCL语言使用通过宏程序来提供完善的数控机床系统的后处理程序。TCL程序通过用户变量定义、条件判断(when)、逻辑控制(if then/else)、循环控制(for/loop)、跳转控制(jump)等功能完成添加、删除或修改刀位文件功能、控制后处理代码输出功能、应用程序调用功能。MOM(Manufacturing Output Manager)加工输出管理器是UG提供的一种事件驱动工具,UG/CAM模块的输出均由它来管理,其作用是从存储在UG/CAM内的数据中提取数据来生成输出。UG/Post就是这种工具的一个具体运用。MOM是UG/post后处理器的核心,UG/post使用MOM来启动解释程序,向解释程序提供功能和数据,并加载事件处理器(Event Handler)和定义文件(Definition File)。用户可以自行开发后处理程序对UG的刀位文件数据,根据机床的运动关系进行数值处理输出。
图2 UGNX/PostBuilder后处理结构流程
后处理中的定义文件主要包含与特定机床相关的静态信息。使用定义文件中的信息来格式化NC指令。正如事件处理器一样,也是由TCL语言来实现的。定义文件包含内容有:
(1)一般的机床信息,如机床是铣床还是车床,是三轴还是五轴等;
(2)机床支持的地址及其属性,如X、Y、Z、A、B、C、T、M等;
(3)系列模块,它们描述多个地址如何组合在一起来完成一个机床动作,如程序头尾和进退刀动作。
事件生成器从UG文件(Pan)中提取刀轨数据,并把它们作为事件和参数传送给MOM。每一特定事件在机床运行时将导致一些特别的机床动作,存储在与这个事件相关的参数中的信息用来进一步确定这些特别的机床动作。如“Linear-Move”事件将导致机床驱动刀具沿相应X、Y、Z坐标参数直线移动。事件处理器是为特定机床及其控制系统开发的一套程序。每个事件的处理函数必须包含一系列指令去处理用户希望UC/Post处理的事件,这些指令将定义刀轨数据如何被处理,以及每个事件在机床上如何被执行。对于用户希望UG/Post去处理的每个事件,必须有一个TCL过程与之对应。事件生成器触发一个事件时,MOM将调用与之对应的TCL过程去处理该事件,并把与此事件相关的参数作为全局(Global)变量传送给处理它的TCL过程。处理事件的TCL过程名必须与事件生成器触发的事件名统一,如采用TCL过程MOM_tool_change处理Tool change(换刀)事件,使用MOM_Linear_Move处理直线运动事件。UGNX五大类事件主要包括设置事件(Settingup-event)、机床控制事件(Machine Control event)、运动事件(Move event)、固定循环事件(Cycle event)、用户定义事件(User Defined event)等。
2.3典型五坐标机床运动学配置与MOM变量设置
五坐标数控铣削机床后处理程序开发首先是根据机床类型确定其旋转轴、旋转平面与刀具轴矢量、机床运动空间位置关系确定。然后对机床加工过程中的进退刀进行处理、格式转换输出等。在UGNXPostbuilder后处理环境中,其提供基本的多坐标机床类型包括:四轴回转工作台、主轴摆动四轴、五轴工作台回转摆转、五轴主轴头回转摆动、五轴主轴头摆动联合工作台回转、五轴主轴复合摆与五轴工作台复合摆。
数控五轴铣削机床的配置形式多种多样,常见的有绕X轴和Y轴旋转的两个摆动工作台,或者为主轴绕X轴或Y轴摆动,另外的工作台则相应绕Y轴或X轴摆动来构造空间的五轴联动加工。对于主轴不摆动的五轴数控机床,其摆动轴存在主次依赖关系,即主摆动轴的运动影响次摆动轴的空间位置,而次摆动轴的运动则不影响主摆动轴的空间位置状态。数控五轴机床运动轴的运动合成典型配置如图3所示的几种。实际应用中,还有两种比较特殊的五轴配置机床,如德马吉公司的DMU125P为主轴在空间的一个非基准的平面内旋转,主轴在摆动的运动过程中,同时实现两个方向的复合运动,而其DMU50P则为工作台复合摆动,其后置处理通过方向余弦矢量来定义其程序代码的输出。表1为相对应机床运动及其刀具轴的MOM参数设置。
图3 常见五坐标机床运动学示意图
表1 五坐标机床刀具轴MOM参数设置
3 五坐标后处理开发实例应用
3.1 FIDlA KR214六坐标两种类型的后处理
FIDIA KR214为带旋转工作台的六轴五联动高速铣削加工中心,其中由AC轴构成的主轴,其C轴旋转、A轴摆动、W轴工作台旋转;由于现有的CAM软件大多不支持六轴联动的数控程序后处理,且实际加工中,一般的五轴联动足够满足生成的需要。针对该机床加工的特性,根据需要可编制三个线性轴X、Y、Z、A、C五个轴联动后处理程序以及X、Y、Z、A、C五轴后处理程序。这两种后处理程序方案即可满足工程需求,修改适合KR214(或K211)数控机床的后处理程序。其运动设置如图4所示,相应其MOM参数设置如表2所示。
图4 FIDIA KRl4五坐标机床运动后处理模式
表2 FIDIA KR214机床配置MOM参数定义
五坐标机床其核心问题除机床运动学配置以外,其进退刀动作处理也很重要。由于程序起始点及进退刀动作路径在五轴加工时的特殊性要求:如果不正确可能导致碰撞,尤其是在加工内型零件,需要主轴伸入产品内部进行加工的场合,更应该注意。如下所示为FIDIA KR214的进退刀动作处理的TCL过程。
3.2 RTCP功能与特殊机床设置
五坐标机床及其加工编程常用RTCP功能对机床的运动精度和数控编程进行简化。RTCP模式编程的运行原理是控制系统会保持刀具中心始终在被编程的XYZ位置上。为了保持住这个位置,转动坐标的每一个运动都会被XYZ坐标的一个直线位移所补偿。因此,对于其它传统的数控系统而言,一个或多个转动坐标的运动会引起刀具中心的位移;而对于FIDIA数控系统(当RTCP选件起作用时),是坐标旋转中心的位移,保持刀具中心始终处于同一个位置上。在这种情况下,可以直接编程刀具中心的轨迹,而不需考虑转轴中心,这个转轴中心是独立于编程的,是在执行程序前由显示终端输入的,与程序无关。通过计算机编程或通过PLP选件被记录的三坐标程序,可以通过RTCP逻辑,以五坐标方式被执行。对于这种特殊的应用方法,必须要求使用球形刀具。这些转动坐标的运动,可以通过JOG方式或通过手轮来完成,所以在某些加工条件下,允许所使用的刀具,其刀具长度要求小于用三坐标加工的情况。RTCP旋转刀心加工编程示意图如图5所示。
图5 RTCP旋转刀具编程示意图
3.3 五坐标高速铣削机床运动模拟
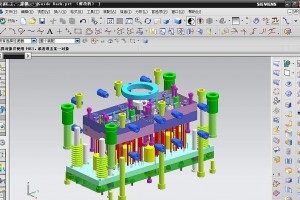
图6为某整体叶轮在FIDIA KR215五坐标高速铣削中心上,分别按照三轴铣削粗加工排量、五轴流道排量、五轴叶片精铣削、五轴流道精加工铣削的加工顺序对该产品进行切削及其产品加工实例。该产品的加工说明了该后处理程序的开发是正确合理的,其程序代码如图7所示。
图6 FIDIA KRl4五坐标高速铣削整体叶轮
程序代码
由于五坐标高速铣削加工时,刀具轨迹比较复杂,且加工过程中刀具轴矢量变化控制频繁,尤其是在进行高速切削时,刀具运动速度非常快,因此在进行实际产品加工前,进行数控程序的校对审核是非常必要的。由于五坐标联动高速切削其程序量大,许多程序采用手工的方法或者在CAM软件里进行模拟,难以有效的检查数控程序和机床的实际输出是否存在问题。用户借助UG系统提供的机床模拟或者通过vericut平台进行机床加工仿真模拟可以有效解决这些问题。UG环境和Vcricut环境下加工该叶轮的示意图如图8所示。
图8 五坐标机床叶轮加工仿真模拟
4 结束语
本文对UGNX平台下的后处理程序开发,以PostBuilder为环境,详细讲述了其五坐标数控铣削机床的后处理程序开发的关键核心技术,包括PostBuilder后处理开发模式、五坐标机床运动及MOM变量设置、TCL语言应用等方面,并以FIDIAKR214六坐标高速铣削加工中心的后处理开发为实例进行了应用说明。希望对读者有所借鉴作用。
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号