
UG是目前先进的计算机辅助设计、制造和分析软件,广泛的用于机械、电子、航空等工业领域,利用其强大功能不但可以很轻松地完成零件的三维建模、装配,达到直观和形象化的功能,而且能够快速生成二维工程图,用于实际生产。本例利用UG NX5.0,对支架零件进行建模,并对夹具进行设计。
1 支架零件介绍
如图1所示支架零件的3维图,材料为灰铸铁,生产类型为中批生产。由其三维图生成工程图,如图2所示。

该零件的加工工艺路线如下:
2 夹具设计
需要设计的夹具用于工序3的钻模,在本工序加工中除了保证孔径尺寸精度和粗糙度外,还应保证孔的中心线对N面的垂直度不大于0.02 rnrn,及孔壁厚的均匀性。根据零件的结构特点,做如下的设计:
1)确定定位方案和选择定位元件
就该工序加工要求来说,工件的定位只需限制五个自由度即可,除了沿加工孔中心线的转动自由度之外。但为了工件安装方便和定位稳定,可以采用完全定位。
从该零件的结构特点和工序加工要求考虑为了保证φ45孔中心线对N面的垂直度不大于0.02 mm的要求,按照基准重合原则,应选择工件的N面为主要定位基准,用支撑板限制工件的三个自由度,一个移动自由度,两个转动自由度。在此,支撑板选择用夹具体,其尺寸现在不能确定,根据后面的定位元件和夹紧元件等尺寸来确定;为了保证φ45孔的壁厚均匀及利于下道工序的加工,选择φ65外圆轴线为第二定位基准,用短V形块定位,限制工件两个自由度,是两个移动自由度。外圆柱尺寸φ65,根据GB2209—1991选择固定V形块;此外,以M的一侧面为第三定位基准,用一支撑钉限制一个自由度,这里限制的是一个转动自由度。根据GB2226—1991,选择A型支撑钉。根据以上的选择,工件得到了完全定位。
2)确定刀具的引导装置
从本工序被加工孔的精度考虑,需要在一次安装中,完成钻、扩、铰三个工步的加工,故采用快换钻套,以减少更换钻套的辅助时间。钻套和衬套的结构尺寸可查阅国家标准GB2265—1991及GB2263—1991中的有关部分。另外从夹具结构简单和保证精度考虑,采用固定式钻模板。
3)确定夹紧
由于工件尺寸较大,中间部分的筋板结构刚性较差,因此从夹紧力选择原则出发,夹紧力作用方向应朝向主要的定位基准面,v,且夹紧力的作用点应落在工件刚性好的部位,同时还要尽可能靠近加工部位。工件的夹紧部位靠近被加工孔的端面上和工件的另一端的M面上施加夹紧力。为了保证足够的夹紧力,采用了螺旋压板夹紧机构对工件进行夹紧。其中压板根据GB2177—1991,选择的是移动弯压板。
4)设计夹具体
夹具体没计应统盘考虑,使夹具上各组成元件通过夹具体能有机的联系起来。本夹具确定了夹具体的结构尺寸,用z550型立式钻床加工,根据钻床T型槽宽确定定位键,选择GB2206—1991的A型定位键。
3 夹具工程图制作
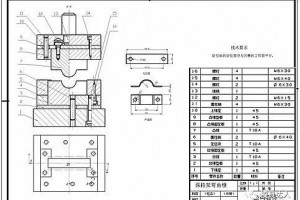
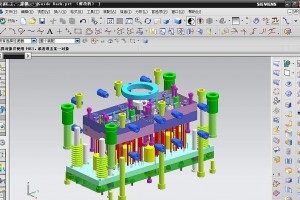
以上足夹具的基本设计,根据尺寸利用UG NX5.0建模模块把各个零件分别设计出来,在零件设计出来之后,利用UG NX5.0装配模块将昕有零件装配起来,生成三维装配图,如图3所示。然后由三维装配图直接生成二维平面图,并且标注尺寸,如图4所示。
一般在夹具总装图上需标注五类尺寸:
1)夹具的外轮廓尺寸550 mm×370mm x 191mm;
2)定位元件上定位表面的尺寸以及各定位表面之间的尺寸。在此定位支撑钉和V彤块之间的位置尺寸(185±0.1)mm。
3)定位表面到对刀件或刀具导引件间的位置尺寸,以及导引件之间的位置尺寸。钻套和刀具的配合尺寸φ45。
4)主要的配合尺寸。衬套与钻模板之间的配合尺寸φ75,钻套与衬套之间配合尺寸φ62。
5)夹具与钻床联系尺寸。定位键的配合尺寸22H7。
4 结论
用UG软件进行机床夹具的设计,三维建模操作简便、灵活,二维制图直观、快速、精确,大大提高了设计效率和设计质量。尤其在制作二维装配图时,与传统的绘制方法相比,更是显示其高效快速准确的优势。
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号