1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行...
2019-07-13
在我们平常工作过程中,时常会遇到客户给到我们的图,由于是软件转换问题,经常会遇到片体情况,以下以一个产品加工的笔为例说明如何将片体转换成实体,如图:1 用片体缝合命令先偿试缝合并检测有问题区域,有红...
2019-07-13

一、排组立图的步骤1、把产品的3D图文件转到2D图档上,需将倒勾或有机构处做剖面,要注意比例问题。(1:1比例);2、转到2D图文件上的产品图要加缩水和镜像。注意:完成以上两步骤后必须检查,可以测量产品在加缩...
2019-07-13
残余应力主要由于以下三种情况,即充填过剩、脱模推出和金属镶嵌件造的。作为 在充填过剩的情况下产生的龟裂,其解决方法主要可在以下几方面入手: 由于直浇口压力损失最小,所以,如果龟裂最主要产生在直浇口附...
2019-07-13
1、型腔及型芯呈立体型面。塑件的外部和内部形状是由型腔和型芯直接成型的,这些复杂的立体型面加工难度比较大,特别是型腔的盲孔型内成型表面加工,如果采用传统的加工方法,不仅要求工人技术水平高、辅助工夹具...
2019-07-13
注塑模具有很多种进胶类型,有潜水进胶、牛角进胶、侧进胶、扇形进胶、细水口点进胶等等,3D最不好话的就是牛角进胶和细水口点进胶,那现在教大家如何快速绘制细水口点进胶。1.此产品为鼠标底壳,大小为60.96X115...
2019-07-13
UG相较于其他软件,在行业中(不论设计,拆铜工,还是编程)有着很大的有时……有些在其他软件,改产品,分模要花很长时间的东西,在UG里面可以非常轻松地搞定。当然,UG在模具设计中,有着大量的应用技巧,熟练...
2019-07-13
很多模具设计新手都很喜欢分模,分模有很多小技巧,很多时候我们都是用实体补孔分模,下面我给大家介绍一种快速补孔的方法,希望对大家的分模速度有所提升:对于产品上的内环碰穿孔,我们一般都可以用实体块填补...
2019-07-13
深拉伸模具在开发调模过程中,经常会遇到起皱、刮痕(产品外壁或内壁拉花)、拉破、壁厚不均(产品外壁呈现波浪形)、拉偏等等问题。然而拉偏又是上述问题中较难解决的一类,若在模具调试过程中碰到产品拉偏,往...
2019-07-12
01、机器的起吊拆装小机是整体式,不需拆装,在起吊时,调模应调到最小模厚。 大机拆装将由注塑机厂家大机组人员完成如果机器在厂房内再次移动且没有吊机时,需要在机器底部垫上滚木。由于机器较重,应由有起重经...
2019-07-12
斜顶是顶出抽芯机构的一种,当产品内有倒扣,不方便做行位,而又方便做斜顶顶出时,须做斜顶顶出.另外一种情况是如(b图),当一条深长骨位在做直顶顶出,骨位容易粘在直顶上,而不易取产品时,须做斜顶顶出.斜顶分为后模斜...
2019-07-12
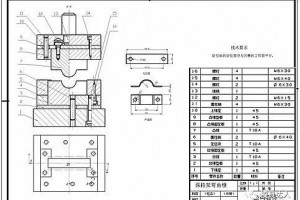
1.成果介绍定位模具包括平板状结构的底座板,并在底座板上设置两组带有定位凹槽的平行限位板,两组定位凹槽之间的距离与两根槽道的预设距离相匹配,槽道组定位拼装时,直接将两根槽道的两端分别嵌入两组限位板定...
2019-07-12
1、 Autodesk MoldflowAutodesk Moldflow Adviser作为Autodesk数字化样机解决方案的一部分,为客户提供了一个简便易用的工具,使其能够在加工制造前对设计方案进行模拟评估以及优化处理。减少潜在的设计失误,缩...
2019-07-12
什么是双色模具双色模具是指两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。 双色模具目前市场上日益盛...
2019-07-12
当注塑半结晶塑料时,选择正确的热流道系统决定了模具的功能和模塑零件的质量。此时,温度的控制要比非结晶塑料要更加严格。热流道的类型,以及安装,决定了最终零件的质量。1、当不合适的热流道系统被使用时,会...
2019-07-12
在我们的工作当中通常会遇到拔模不能拔的问题,比如说给产品增加斜度拔模或者是给产品设计推板要做斜度等问题,我给大家分享一种好用的方法,希望能让大家用的上,遇到类似问题不用在烦恼
2019-07-12
今天在这里给大家分析一下这个小方法,一个很简单的问题,不难,可能很多坛友都知道,主要是再分享一次给没接触过的新手朋友,希望大家能够一起进步如图是个简单的产品,现在我们要去这个产品的R角,但是用删除面...
2019-07-12
1、 开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命;2、 开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。脱模斜度1 ...
2019-07-12
制品产生熔结痕的原因: 1-1 由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2 由于空气还有材料的挥发分被封闭 1-3 型腔内残留有脱模剂。 相关联的知识: 2-1 使用一个浇口,没有使材料从2个方向...
2019-07-12
© 2008-2023 中模网络设计工作室 版权所有,并保留所有权利。
浙江省余姚市 ICP备案证书号: 浙ICP备16021499号
 浙公网安备: 33028102000314号
浙公网安备: 33028102000314号